樹脂砂生產線是由磁選皮帶輸送機、震動破碎再生機、離(lí)心轉子二(èr)次二級再生機、砂(shā)庫、鬥(dòu)式提升(shēng)機(3套(tào))、移動雙臂連續式樹脂砂混砂機(jī)、脈衝反吹式除(chú)塵(chén)器等設備組成的。
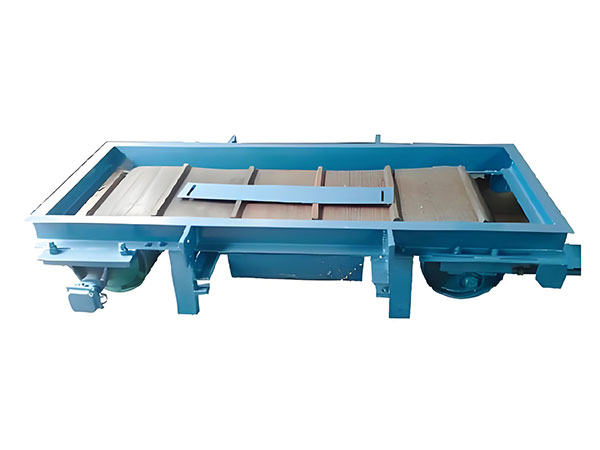
樹(shù)脂砂生產線工藝流程:澆注後的砂(shā)箱及鑄件由行車吊至慣(guàn)性振動(dòng)落砂機上,經落砂處理後,鑄件運(yùn)到清鏟車(chē)間,砂箱運至砂箱庫(kù)備用。大塊夾皮,冒(mào)口由人工分揀,通過(guò)落砂柵格的砂子(zǐ)、砂團以及小塊冷鐵(tiě)落至磁選皮帶機,經磁(cí)選後輸送至多功能振動破碎再生機進行(háng)破碎、脫膜、篩分,經過篩(shāi)分後的砂子進1#鬥式(shì)提升機,由(yóu)提升機提(tí)升至離心轉子二級再生(shēng)機進(jìn)行強(qiáng)力再生,充分脫膜。混合著微粉(fěn)、灰塵、樹脂膜的再生砂經流砂槽流入流幕式風選機,風選機連接(jiē)著旋風除塵器及脈(mò)衝式反吹除塵器,將微粉、灰塵去除(chú)。再生砂再經2#鬥式提升機(jī)提升(shēng)至砂庫備用。移動雙臂式連續樹脂砂混(hún)砂機上方進料口由氣動閘板與砂庫下方出砂口相連(lián),按下混砂機電控箱混砂按扭後,氣動閘板自動打開,定好量的砂子由砂庫流入混砂機。在混砂(shā)機中(zhōng)砂子經螺旋片向前輸送至混砂開始端,自近端控製(zhì)閥(fá)加入固(gù)化劑,經小葉片攪(jiǎo)攏預混至後麵(miàn)的近端閥加入樹脂,進入混砂端。固化劑、樹脂、再(zài)生砂充分混(hún)勻後送至前端出料口自動流入準備好的砂箱內用(yòng)於造型、製芯。此設備由(yóu)進口PLC(編程可控)控製自動化性能,適用(yòng)於樹脂(zhī)砂工藝的中小鑄造企業。
采(cǎi)用樹脂砂鑄造生產線進行整體鑄造,是國內外鑄造(zào)領域的重(chóng)要發(fā)展方向,其技術程度低,容易掌(zhǎng)握,鑄造出來的工件密實度高,鑄件表麵光潔,棱(léng)角清晰,尺寸精度高,減少了鑄型的熱衝擊變形(如脹砂等);型砂的潰(kuì)散(sàn)性(xìng)好(hǎo),清理、打磨容易,從而減少了落砂清鏟修整(zhěng)工序中對鑄件(jiàn)形狀(zhuàng)精度的損害;有機鑄型低、熱穩定性好、透氣性好(hǎo),可以大大減少鑄件的粘砂、夾砂、砂(shā)眼、氣孔、縮孔、裂紋等鑄件缺陷,從而降低廢品率,提高(gāo)鑄件品質,可以製造出用粘土(tǔ)砂難以(yǐ)做出的複雜件、關鍵件;舊砂回(huí)收再生容易,可(kě)以達(dá)到 90— 95%的再生回收率。在(zài)節約新砂、減少(shǎo)運輸、防止廢棄(qì)物公害等方(fāng)麵效果。由於樹脂砂鑄造工藝(yì)優勢明顯,已日益受到市場(chǎng)的青睞,得到了迅速發(fā)展,已逐步成(chéng)為鑄件市場的主流產品。樹脂砂鑄造上世紀50年代開始在鑄造行業出(chū)現和使用,到現在已經有幾十年的曆(lì)史了,其生產工藝和設備已相當成(chéng)熟和完善。
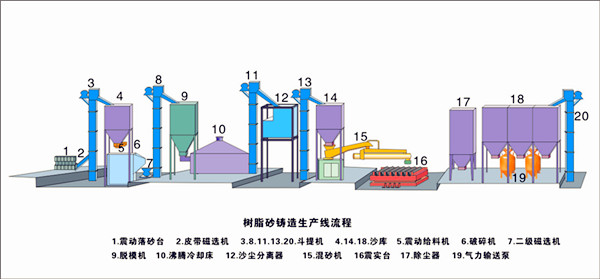
樹脂砂處理工藝流程為:由(yóu)振動開箱落砂、一級磁選輸送、振動破碎、二級磁選、搓擦脫膜再生、沙塵分離、沸騰冷卻、除塵,然後通過(guò)輸送到沙庫,通過樹脂砂混砂機攪籠填箱(xiāng)造(zào)型,再振實硬化、起膜、合箱、澆鑄的(de)一個過程。
全線采用技術生(shēng)產的電器電子元件,樹脂(zhī)砂混砂機采用的日本原裝PLC可編程(chéng)序控(kòng)製器自動控製,頭、尾砂(shā)少,各運轉設備設置可靠的聯鎖(suǒ)保護係(xì)統,使全線設備(bèi)操作、監控簡單,製約保護充分,全線的電氣控製係統設備和安裝符合(hé)GB/T5226-1996(工業機械電氣設(shè)備通用技(jì)術條件)和國家有關的安全事故預防標準JB5545-92(鑄造機械(xiè)安(ān)全防護技術條(tiáo)件)。特點:本生產線(xiàn)結構緊湊、簡潔(jié)、占地麵積小,自動化程度高,設備投(tóu)資低,生產效率高,設備經久耐用,極少需要修理。
注意事項:
樹脂砂回用普遍存在的一個問題就(jiù)是樹脂、固化劑消耗高,威尼斯官方网站(men)公司通過多年積累的經驗,幫大家分析一下原因:
1.型砂溫度過高,尤其是在夏天,夏天溫度本來就高,開箱以後型砂的溫度(dù)非常高,有的還是火(huǒ)紅的(de),不(bú)容易冷卻,好將型砂冷(lěng)卻到40攝氏度以下,具體解決辦法就(jiù)是多(duō)采購一天的(de)型砂使用量,加大型砂冷卻砂(shā)庫,不要太依靠物理降溫,因為剛開箱的型(xíng)砂溫度大多數在5-600攝氏度,就是進入冷庫也需要一定的(de)時間才能夠把溫(wēn)度降下來(lái),所以一定要先自然冷卻到一定程度才能夠(gòu)處(chù)理使用,冷(lěng)卻係統(tǒng)隻是起到一個(gè)輔助作用,加快降溫而已。
2.型(xíng)砂粉塵過多,大多數公司生產的(de)設備除塵係(xì)統搭配都不合理(lǐ),除塵器偏小,吸風管(guǎn)道偏小,導致型(xíng)砂處理(lǐ)不幹淨。
3.操作不當,樹脂、固化劑與型砂(shā)比例控製不嚴格,采用PLC自動控製程序,嚴格控製型砂與樹脂、固化劑比例。